The article provides an overview of various electrochemical processes, focusing on electrolysis, electroplating, electropolishing, anodizing, electrodeposition, and electroerosion. It explains how these processes involve the movement of electric current through substances to induce chemical changes for applications in refining, coating, shaping, and enhancing materials.
Electrochemical reaction, any process either caused or accompanied by the passage of an electric current and involving in most cases the transfer of electrons between two substances—one a solid and the other a liquid.
Electrolysis
Pure water is a very poor conductor of electricity, but if a small amount of an acid, alkali or salt is added, water can become quite a good conductor. As in a cell, if an electric current flows through the electrolyte, it dissociates the molecules of the substances in solution into ions and these may appear at the anode and cathode. The act of dissociation is called electrolysis.
If copper sulphate is dissolved in water and a current passed through it, the ions produced are a positive copper ion (Cu++), and a negative sulphate (SO4 −−).
From electron theory, we know that the negative ion has an excess of electrons and the positive ion has a deficiency of electrons. When the ions are produced in the electrolyte, they are attracted to the electrode with the opposite polarity. That is, the positive ions are attracted to the negative electrode (cathode) and the negative ions are attracted to the positive electrode (anode).
The positive ions accept electrons at the cathode and the negative ions give up electrons at the anode, neutralizing both ions. This transfer of charges constitutes the current flowing through the electrolyte. The conduction of charges can be described as a convection effect, the charges being carried to the electrode by the ions. The dissociation of ions can be written as:
![]()
The arrow pointing to the right indicates dissociation and the arrow pointing to the left indicates that recombination can take place to form neutral molecules of copper sulphate.
The electrical conduction is different to that occurring in a metal conductor. In a metal conductor, the electrical energy is transferred by electrical charges passed on from atom to atom.
Electrolytic conduction involves the transfer of matter and is accompanied by a chemical change. This electrolytic effect is illustrated in Figure 1 below.
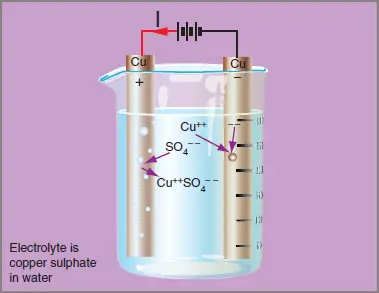
Figure 1 Electrolysis Cell
If two copper plates are immersed in a solution of water and copper sulphate and a voltage is applied to the two electrodes, a current will flow. When the current flows, several things occur virtually simultaneously:
| 1. | The copper sulphate breaks down into positive copper ions (Cu++) and negative sulphate ions (SO4−−). |
| 2. | Positive copper ions are attracted towards the cathode. On reaching this electrode, each ion absorbs two electrons to form neutral atoms of copper which are deposited on the cathode. |
| 3. | Negative sulphate ions are attracted towards the anode, and each ion on reaching this electrode gives up two electrons. This compensates for the two electrons absorbed at the cathode and the transfer of charges from one electrode to the other constitutes a current flow through the electrolyte. |
| 4. | Ions cannot exist without a charge, so the sulphate ion combines with an atom of copper at the anode to form a molecule of copper sulphate, which goes into solution in the electrolyte. Accordingly, the density of the electrolyte remains constant and the net effect is the transfer of copper atoms from the anode to the cathode. |
This reaction is used for the electrolytic refining of copper. A copper ingot to be refined is used as the anode and a thin copper plate as the cathode. Copper goes into solution in the electrolyte and is deposited as pure copper on the cathode.
Impurities in the ingot fall to the bottom of the bath as sludge. Depending on the source of the copper, this sludge might contain other metals that are sufficiently concentrated to warrant further extraction processing.
The above description applies only to the main reactions. There are other lesser reactions that occur, especially in the presence of impurities. In the above reaction, for example, gases such as hydrogen and oxygen may be generated, as well as sulphuric acid. The electrolyte might require additives to control these reactions.
In some cases, the electrolyte may be molten salts or ores through which a current is passed. Depending on the actual process, it may then be called electro-reduction, rather than electrolytic refining which is a more complex and expensive process.
Gas Electrolysis
When an electric current is passed through an electrolyte, gases may also be released. For example, passing a current through water with a little salt added (NaCl) will cause oxygen to be released from the anode (+ve) and hydrogen to be released from the cathode (−ve). These gases may be compressed or even converted to liquid form for storage and later use in manufacturing processes.
Electroplating
The electrolysis method for transferring copper from one electrode to another can be used on other metal components to place a copper coating on the surface of that metal.
This process is called electroplating and it has many practical applications. The best known applications are for decoration and protection, but electroplating can also be used for repairs such as building up worn shafts or reducing the wear on fine gears and threads. In these applications, a hard metal such as nickel or chrome may be used.
Where rusting is a problem, soft metals such as zinc or cadmium can be used to place a non-corrosive barrier onto a corrosion-prone base metal.
For decorative purposes, utensils may be made of a serviceable material such as copper or brass, which is then plated with more precious metals such as silver or gold. The object that is to receive a coating of metal is connected as the cathode, which is placed into an electrolyte consisting of a salt of the metal to be plated.
The anode may be soluble, which means it will be dissolved into the electrolyte. A soluble anode must be made of the metal that is to be deposited onto the work piece.
Alternatively, the anode may be inert, which means that it will not be dissolved in the process. Then it will be necessary to source the plating metal from the electrolyte by replacing the depleted electrolyte with fresh electrolyte in some form to make up for the metal lost in the plating process.
Many other factors affect the plating process. Some of these are:
| 1. | Current density. For best-quality plating, it is necessary to electroplate at a certain rate controlled by the current per unit of area, for example, a general figure of 200 A per square meter of surface area of the cathode.
The current value is adjusted to suit the surface area to be plated, but is also varied by experienced electroplaters according to the finish required. |
| 2. | Conductivity. The electrolyte should have good conductivity to minimize power losses and rough, uneven deposits. |
| 3. | Temperature. Some plating baths work better at specific temperatures, so the bath may need to be heated or chilled to suit. |
| 4. | Metal distribution. Irregularly shaped objects tend to have some of their parts nearer the anode than others, giving uneven deposits of electroplated metal. In some cases, auxiliary anodes have to be used to ensure that the coating is even all around an electroplated part. |
| 5. | Base metal structure. Some base metals cause the electroplate to be extensions of their own crystalline structure. Cast iron, for example, can cause a copper plate to be crystalline in both structure and appearance. |
Figure 2 shows the basic requirements of an electroplating bath. There are two anodes, one on either side of the object to be plated, and suspended in the electrolyte between them is the object to be plated. For example, the anodes could be copper bars, the electrolyte a solution of sodium cyanide and caustic soda in water (a mixture that will also work with metals other than copper sulphate) and the cathode the article to be copper-plated.
The solution is highly poisonous and also gives off highly toxic fumes, so care must be exercised. The current through the electrolyte must be adjusted to suit the plating requirements.
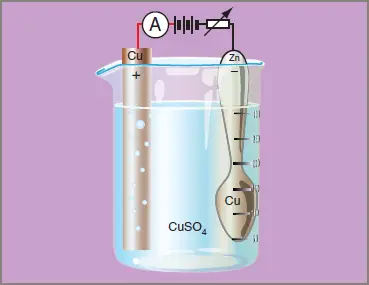
Figure 2 Electroplating
Electropolishing
In mechanics, engineers know that any small crack or niche can be the starting point for a larger crack that could lead to a complete (catastrophic) failure.
Electropolishing is sometimes used in high-reliability manufacturing to etch away the edges of any crack to remove the crack. Electrochemical processes are known to be concentrated at edges and sharp points.
Electropolishing is also used to remove punch/shear flash, the sharp edges found on some pressed parts and to prepare mass-produced parts for electroplating.
Anodizing
Anodizing creates an oxide layer on the surface of a metal that is thicker than the naturally occurring oxide. Aluminum is the most common metal to be anodized and many aluminum alloys are anodized.
The porous surface is perfect for absorbing chemical finishes such as colored dyes, and the metallic shine of the aluminum underneath makes for an impressive finish in any color desired.
Anodizing also creates a hard surface, which makes anodized aluminum parts longer lasting through being hard wearing. Hard anodizing is a thicker treatment that can be used to carry lubricants such as silicon, molybdenum or carbon to enhance the hardness of the surface while reducing the friction.
Engine pistons in larger engines are treated to extend their life through hard anodizing and ‘nitriding’ the anodized surface.
Electrodeposition
Electroplating is designed to give a part an even coating of a metal less prone to oxidization than the parent part. Electrodeposition may also be used to form new parts or to enhance existing parts by adding a hard surface to areas that receive greater wear or abuse.
For example, electrical components may be given a coating of gold for high reliability and good contact resistance.
Electrodeposition is also a manufacturing process in the semiconductor industry with ‘printed circuit’ techniques used to make transistors and integrated circuits.
Electroerosion
Electricity can also be used to remove metal as a means of manufacturing parts. Metals can be covered with a screen, which can be screen-printed onto the part or created photographically. The part is then etched in an electrochemical process to remove the metal not protected by the screen.
Alternatively, a thin wire can be passed near to the parent metal to remove metal and leave a narrow gap. If the wire is moved in the way that a band saw blade would be, the part can be cut by the wire to very fine tolerances. Gears and other difficult-to-machine parts can be made by this method and then electropolished to a good finish.
Broken taps or drills may be removed from soft metal parts without damaging the part by electro-discharge, drilling the center out of the hardened high-speed steel tap.
Electrochemical Processes Key Takeaways
Electrochemical processes play a crucial role in modern manufacturing and material enhancement. These processes, such as electrolysis and electroplating, are vital for refining metals, coating surfaces, and shaping materials with precision. The application of electrochemical processes allows industries to achieve consistent, high-quality results. For instance, with just 1 bar of pressure in specific conditions, electrochemical processes can transform a material’s properties, improving its durability and functionality. The widespread use of electrochemical processes in various sectors—ranging from electronics to aerospace—demonstrates their significance. As the demand for more sustainable and efficient production grows, the importance of electrochemical processes will only increase, driving advancements in technology and material science.